EXTRACTION DE LA MATIERE PREMIERE
ETUDE ET AMELIORATION DU SYSTEME DE VENTILATION
Cahier de charge
Introduction
Dans le cadre de notre stage de fin d’étude, le service électrique de LAFARGEHOLCIM Meknès nous a confié un sujet intitulé : Automatisation du système de ventilation du four zone F1 avec l’automate Siemens S7-400.
Description du four zone F1
Les fours rotatifs de cimenterie sont des cylindres légèrement inclinés dans lesquels les matières premières subissent plusieurs transformations physiques : dissociation, décarbonations, calcination et clinkérisation.Durant la cuisson, le four est animé par un mouvement de rotation, soumis à une inclinaison légère permettant à la matière de se déplacer facilement vers l’autre extrémité, tout en assurant un transfert de chaleur qui s’élève à 1450 ˚C, à l’aide d’une flamme à sa sortie.La matière quitte le cylindre sous forme de gros grains arrondis, le clinker. Le coke de pétrole est insufflé sous forme pulvérulente et chemine en sens inverse de la matière première.L’inclinaison et la rotation du four permettent le déplacement des matières premières introduites à l’entrée du four à travers la virole vers la sortie de ce dernier sous forme de clinker.Pour protéger la virole du four et les éléments rapportés et pour éviter des pertes de chaleur excessives, le four rotatif est garni d’un revêtement réfractaire spécial comme le montre la figure :
Figure 18: Constituants du four rotatif de cimenterie
● Virole : pièce cylindrique creuse, sorte de tube dont la longueur arrive à plusieurs mètres. Il se compose de plusieurs tronçons de différentes tailles, ces tronçons sont assemblés par soudage et sont revêtus par des briques réfractaires
● Cale : un objet servant à combler un vide ou à immobiliser une partie mobile afin qu’elle ne puisse plus bouger.
● Bande : un composant mécanique utilisé pour le guidage en rotation.
● Brique réfractaire : produit qui résiste, par nature, aux températures élevées et est utilisé en revêtement interne de four de cimenterie afin de diminuer les pertes de chaleur de combustion.
Les différentes caractéristiques du four sont regroupées dans le tableau 6 :
Principe de Fonctionnement du système existant
La température à l’intérieur du four croit au fur et à mesure qu’on s’éloigne de l’entrée, donc il est nécessaire de contrôler en permanence la température à l’intérieur du four. Au moyen d’un capteur de température à proximité à base d’infrarouge placé à côté du four permet de balayer toute la surface du four, récupérer la température en chaque point de la surface du four et envoyer les informations à la salle de control. La valeur de référence de la température maximale de la virole est de 350 ˚C.Pour protéger le four et ses éléments contre les températures élevées et assurer que la matière traverse dans les conditions désirées, le four est équipé d’un système de ventilation composé de 19 ventilateurs reparties au-dessous du four qui est divisé en 19 petites intervalles, chaque ventilateur occupe un petit intervalle
Problématique
Le système existant est basé sur une procédure effectuée manuellement par un opérateur humain : Lorsque la température dépasse le seuil maximal toléré le contrôleur dans la salle de control renvoi un operateur pour démarrer le ventilateur correspondant au point où la température a dépassé le seuil. Lorsque la température revient à sa valeur normale le contrôleur renvoi de nouveau un opérateur pour arrêter le ventilateur correspondant Et cela présente plusieurs inconvénients :
• La commande du système se fait manuellement par des ICV placés au-dessous de chaque ventilateur comme la montre la figure ci-dessus
• L’armoire est très proche du four.
• Pas de déclenchement et de signalisation des défauts.
• Les circuits de commande sont mal organisés et manquent les dispositifs de protection contre les surcharges et les courts circuits.
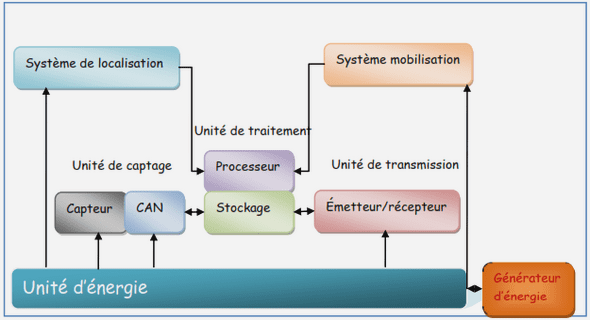
Le schéma a bloc suivant montre le système existant :
Solutions proposées
Afin de pailler aux problèmes observés dans le système existant et dans l’objectif de faciliter les opérations aux employés de la société, le service d’électricité de la FARGEHOLCIM a proposé les solutions suivantes :
• Automatiser le système de ventilation pour commander les ventilateurs à distance minimiser pour augmenter la sécurité et faciliter les taches des agents.
• Construire une nouvelle armoire et la déplacer vers un endroit plus sécurisé.
• Utiliser des dispositifs de protections pour protéger le système contre les défauts de tout type.
|
Table des matières
INTRODUCTION GÉNÉRALE
CHAPITRE1: PRESENTATION DE L’ENVIRONNEMENT DU PROJET
I. PRESENTATION DE LAFARGE-HOLCIM MEKNES
1. Historique
2. FUSION LAFARGE-HOLCIM
II. PROCÉDÉ DE FABRICATION DE CIMENT
1. Définition de ciment
2. Organigramme du Procédé de fabrication du ciment :
3. Présentation des différentes étapes de fabrication du ciment :
a. La carrière : EXTRACTION DE LA MATIERE PREMIERE
b. Concassage :
c. La pré-homogénéisation :
d. Broyage cru :
e. L’homogénéisation :
f. Cuisson :
g. Broyage cuit :
h. Ensachage et expédition :
CHAPITRE2: ETUDE ET AMELIORATION DU SYSTEME DE VENTILATION
I. CAHIER DE CHARGE
1. Introduction
2. Description du four zone F1 :
3. Principe de Fonctionnement du système existant
4. Problématique :
5. Solutions proposées :
CHAPITRE3: AUTOMATISATION ET SUPERVISION DU NOUVEAU SYSTÈME
I. PROGRAMME LADDER DE L’INSTALLATION
1. Définition
2. Le fonctionnement du programme
II. SUPERVISION DU SYSTÈME PAR WIN CC
1. Supervision sur Win CC flexible Advanced :
2. Synoptique du système
CHAPITRE4: RÉALISATION DE L’ARMOIRE
I. RÉALISATION DE L’ARMOIRE DE COMMANDE.
1. Dimensionnement des câbles
a. Méthodologie
b. Démarche :
c. Détermination de la section du câble à l’entrée de l’armoire
d. Détermination de section de câble pour chaque moteur :
2. Schémas de puissance et de commande
3. Choix de matériels.
4. Liste des achats.
CONCLUSION GÉNÉRALE :
RÉFÉRENCES
ANNEXE 1
ANNEXE 2
![]() Télécharger le rapport complet
Télécharger le rapport complet